全国服务热线
13863530790
山东伟旺金属材料有限公司
24小时手机:13863530790
业务联系人:李经理
邮箱:sdweiwang@126.com
网址:www.sdweiwang.cn
公司地址:山东省聊城市东昌府区凤凰工业园
主要成分:
铜(Cu):5.8%-6.8%(核心强化元素,提升强度和高温性能)
其他元素:镁(Mg)0.2%-0.4%、锰(Mn)0.2%-0.4%、钒(V)0.05%-0.15%、锆(Zr)0.1%-0.25%、钛(Ti)0.1%-0.2%、铝(Al)余量。
性能优势:
高强度与延展性:相比4XXX系列焊丝,提供更高的抗拉强度和抗应力腐蚀性能,适用于高应力环境。
耐高温性:在高温环境下仍保持良好性能,适合航空航天和核工业需求。
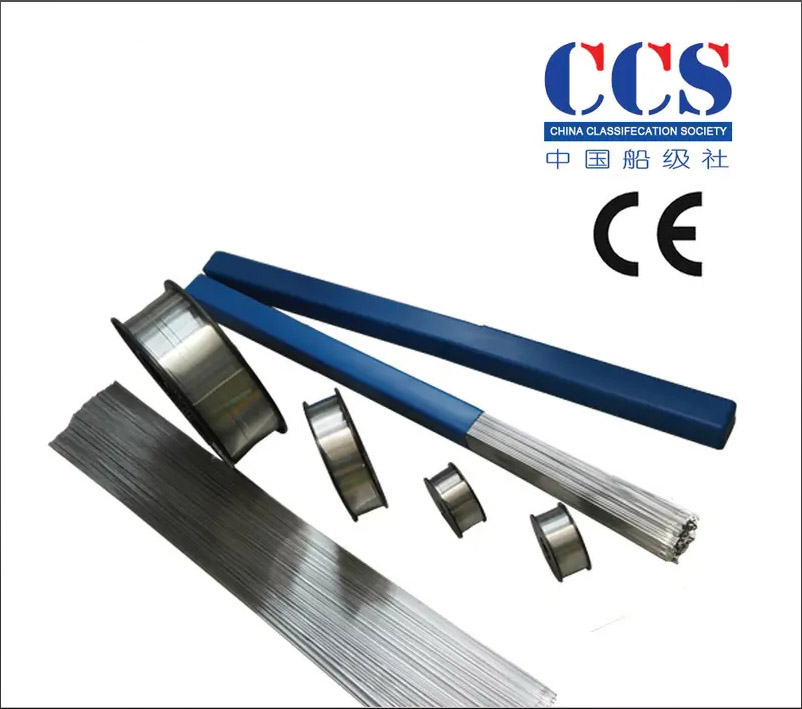
焊接工艺性:电弧稳定、飞溅小,焊缝成形美观,适用于全位置焊接(如MIG焊)。
航空航天:焊接2219铝合金结构件(如火箭燃料箱、飞机机身框架)。
军工装备:装甲车辆、导弹壳体等高强度部件的焊接。
船舶制造:舰船甲板、耐海水腐蚀管道。
核工业:核反应堆部件及耐高温设备。
适用母材:
主要用于焊接2219铝合金及同系列2XXX铝合金,需确保母材与焊丝成分匹配。
焊接方法:
MIG焊(熔化极惰性气体保护焊):推荐使用氩气或氩氦混合气保护,电压22-28V,送丝速度4-8 m/min。
TIG焊:适合薄板焊接,需直流正接(DCEN)或交流(AC)破除氧化膜。
焊前处理:
机械打磨或酸洗去除氧化膜(如10% NaOH溶液),丙酮清洁油污。
厚板需预热80-120°C以降低热应力。
注意事项:
使用垫板支撑熔融金属,防止焊缝塌陷。
控制层间温度≤150°C,避免热裂纹。
成分匹配:2319焊丝专为2XXX系列铝合金设计,焊接其他合金(如5XXX或6XXX)需验证兼容性。
存储与保质期:焊丝需密封防潮,开封后建议48小时内使用完毕。
进口替代:若需更高纯度或特殊性能,可考虑进口品牌(如美国GULF WIRE),但成本较高。
表面处理:焊后建议自然冷却,避免快速冷却导致应力集中。
| 特性 | ER2319(铝铜焊丝) | ER5356(铝镁焊丝) |
|---|---|---|
| 强度 | 更高(抗拉强度≥300 MPa) | 中等(240-270 MPa) |
| 耐高温性 | 优异(抗应力腐蚀) | 一般(高温易开裂) |
| 适用母材 | 2XXX系列铝合金 | 5XXX/6XXX系列铝合金 |
| 成本 | 较高(约86元/kg) | 较低(约40-50元/kg) |

扫一扫关注我们